
Evaporation Concentration Systems: Unlocking Efficiency and Sustainability
Evaporation Concentration Systems: Unlocking Efficiency and Sustainability
Introduction
In today’s world, industries are facing increasing pressure to find sustainable solutions for managing their effluents and waste streams. Evaporation concentration systems have emerged as a reliable and efficient method for treating various types of effluents and liquids. These systems not only help in reducing the volume of waste but also enable the recovery of valuable byproducts. In this article, we will explore the different types of evaporation concentration systems and their applications, highlighting their role in promoting efficiency, sustainability, and environmental stewardship.
Corrugated Tube Evaporation Systems: Efficient and Versatile
Evaporation concentration systems come in various configurations to suit different applications and fluid characteristics. One such system is the corrugated tube evaporator, specifically designed for low viscosity effluents with reduced particle size. The K Series heat exchanger, used as an evaporator module in this system, offers high heat transfer efficiency and excellent resistance against fouling. Some common applications of corrugated tube evaporators include:
- Wastewater treatment: Corrugated tube evaporators are effective in treating wastewater from various industries, including pharmaceutical, chemical, and food processing.
- Brines and effluents with organic solids in low concentration: These systems are capable of concentrating brines and effluents with low levels of organic solids, enabling the recovery of valuable salts and minerals.
- Effluents with low to medium viscosities: Corrugated tube evaporators are ideal for treating effluents with a wide range of viscosities, ensuring efficient evaporation and concentration.
- Low-suspended solids: When dealing with effluents containing low levels of suspended solids, corrugated tube evaporators offer reliable and efficient concentration capabilities.
Scraped Surface Evaporation Systems: Overcoming Fouling Challenges
In certain applications where the risk of fouling is high and the fluid exhibits elevated viscosities, scraped surface evaporators provide an effective solution. HRS recommends the Unicus Series as an evaporator module for such high fouling fluids. The self-cleaning scraper action of the Unicus Series ensures efficient heat transfer and minimizes the risk of fouling. Some common applications of scraped surface evaporators include:
- Effluents with high fouling risk: Scrapped surface evaporators are particularly useful in treating effluents prone to fouling, such as those containing proteins, fats, or sugars.
- Organic solids with high dry matter concentration: When concentrating materials to a high dry solid percentage, the Unicus Series excels at handling the high viscosity and potential fouling challenges.
- High suspended solids: In applications where effluents contain significant levels of suspended solids, scraped surface evaporators offer reliable concentration capabilities without compromising efficiency.
Maximizing Energy Efficiency: Multi-Effect Evaporation and Vapor Recompression
Evaporation concentration systems are designed to maximize energy usage and minimize environmental impact. Two common technologies used for this purpose are multi-effect evaporation (MEE) and mechanical vapor recompression (MVR) or thermal vapor recompression (TVR) systems.
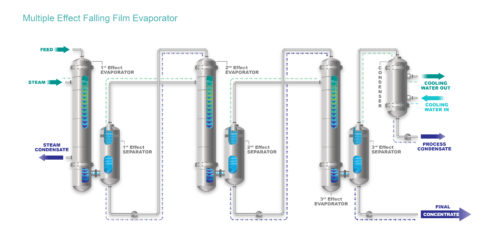
Multi-Effect Evaporation Systems: Harnessing Synergy
Multi-effect evaporation systems utilize multiple evaporation stages to reduce energy consumption. In these systems, the vapor obtained from a previous stage serves as the thermal energy source for the subsequent stage, reducing the overall energy requirements for water evaporation. By harnessing the synergy between multiple stages, multi-effect evaporation systems offer significant energy savings.
Mechanical Vapor Recompression (MVR) and Thermal Vapor Recompression (TVR) Systems: Recycling Energy
MVR and TVR systems operate by recycling energy within the evaporation process. In MVR systems, the evaporated steam is compressed, increasing its pressure and temperature, and then used as the thermal energy source for evaporation. This setup requires only electrical energy to drive the compressor, making it highly energy-efficient. In TVR systems, boiler steam can be mixed with the evaporated steam in a thermo-compressor, leading to substantial energy savings. Both MVR and TVR systems contribute to the overall sustainability and energy efficiency of evaporation concentration systems.
Applications and Industries
Evaporation concentration systems find applications across various industries and sectors. Some common areas where these systems are utilized include:
- Effluent Treatment: Evaporation concentration systems play a crucial role in treating various types of effluents, enabling compliance with environmental regulations and reducing the volume of waste discharged. Industries such as pharmaceutical, chemical, and food processing benefit from the efficient treatment and concentration of their effluents.
- Wastewater Management: Municipalities and industrial facilities alike rely on evaporation concentration systems for effective wastewater treatment. These systems help in removing contaminants, reducing the volume of wastewater, and facilitating the recovery of valuable byproducts.
- Brine Concentration: In industries involved in brine production, evaporation concentration systems are used to concentrate brines, allowing for the recovery of valuable salts and minerals. This process reduces the overall volume of brine and enables the reuse or effective disposal of concentrated brines.
- Digestate Treatment: In the biogas industry, digestate, a byproduct of anaerobic digestion, requires treatment for effective nutrient recovery and disposal. Evaporation concentration systems enable the concentration of digestate, reducing its volume and facilitating the recovery of valuable nutrients.
- Sludge Management: Municipal wastewater treatment plants and industries generating sludge as a byproduct rely on evaporation concentration systems for its effective management. These systems allow for the concentration and drying of sludge, reducing its volume and facilitating safe disposal or beneficial reuse.
- Palm Oil Mill Effluent (POME) Treatment: The palm oil industry produces large amounts of effluent known as Palm Oil Mill Effluent (POME). Evaporation concentration systems are employed to treat POME, reducing its volume and facilitating the recovery of valuable byproducts such as biogas and organic fertilizers.
Conclusion
Evaporation concentration systems have emerged as a sustainable and efficient solution for managing effluents and waste streams in various industries. From corrugated tube evaporators to scraped surface evaporators, these systems offer versatile and reliable means of treating different types of effluents. By harnessing the power of multi-effect evaporation and vapor recompression technologies, evaporation concentration systems maximize energy efficiency and minimize environmental impact. As industries strive for sustainability, these systems play a crucial role in achieving efficient effluent treatment, wastewater management, and resource recovery. Embracing evaporation concentration systems is not just a step towards compliance with regulations but a commitment to a greener and more sustainable future.


